")

Suitable for high temperature and pressure application
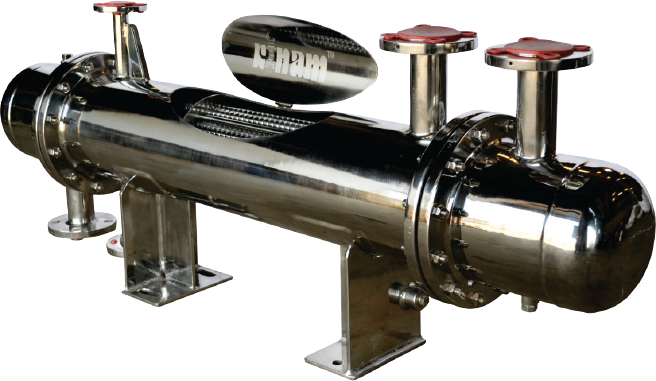
Engineered for optimal thermal performance, our Shell & Tube heat exchangers facilitate effective heat transfer, enhancing energy efficiency in various processes.

Low maintenance
cost
Designed for easy installation and maintenance, the Shell &Tube heat exchangers minimize downtime, contributing to improved operational efficiency.

Durable
Construction
Constructed from robust materials, the Shell &Tube heat exchangers are designed to withstand high pressures and temperatures, ensuring reliability in demanding environments.

Corrosion Resistance
Featuring high-quality, corrosion-resistant materials, the Shell &Tube heat exchangers offer extended service life, making them suitable for aggressive applications.

Flexible Configurations
Available in a range of customizable designs and sizes, the Shell &Tube heat exchangers can be tailored to meet the specific needs of different applications across various industries. The different types of heat exchangers available: Fixed Tubesheet, Floating Head type, U-Tube , Hairpin, Kettle Reboilers, Sludge Heaters, Stack Heat exchangers, Flue Gas Preheater, etc